Product Classification:Hydraulic presses and press accessories
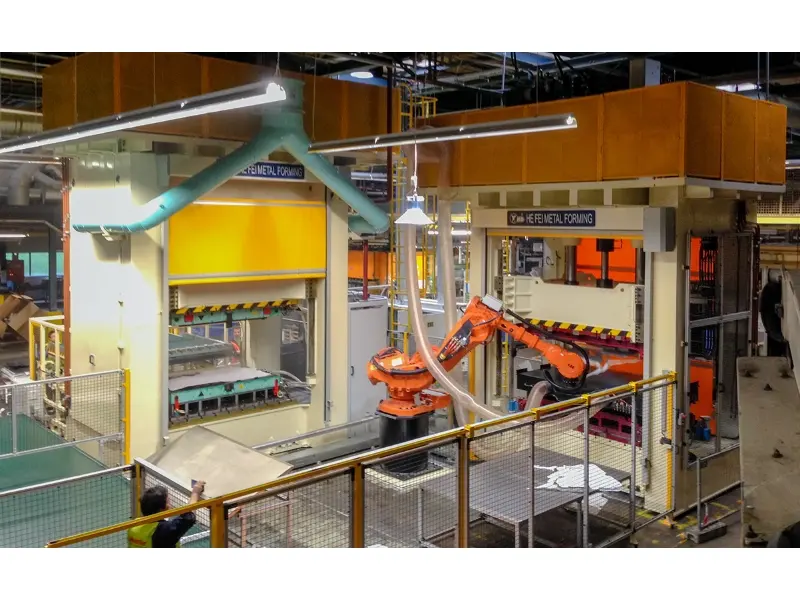
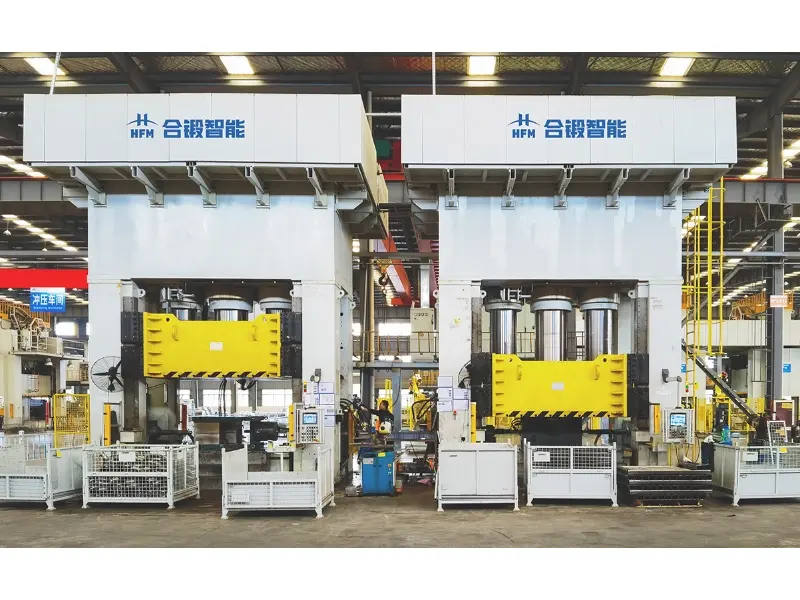
Line of hydraulic presses for direct thermoforming
Hefei Metalforming Intelligent Manufacturing Co., Ltd. supplies customers at home and abroad with large volumes of hydraulic thermoforming press lines, which are entirely developed independently. The overall technology is at the international advanced level, having passed the verification of mass production by many customers, and has successfully replaced the imported ones.
Keywords:
Line of hydraulic presses for direct thermoforming
Hefei Metalforming Intelligent Manufacturing Co., Ltd. supplies customers at home and abroad with large volumes of hydraulic thermoforming press lines, which are entirely developed independently. The overall technology is at the international advanced level, having passed the verification of mass production by many customers, and has successfully replaced the imported ones.
Purpose:
Used in the thermoforming process of high-strength steels for automobile bodies
Direct heat stamping process:
Direct thermoforming process involves heating the steel, after which it is formed and hardened in water-cooled molds. It is mainly used for the production of ultra-high-strength automotive structural components and is one of the main modern
Technical features:
The cast blank is formed and hardened in one set of molds, which saves on preforming mold costs and speeds up the production rhythm. Before heating, the blank is a flat blank that can be heated in roller or chamber furnaces.
Forming route:
Direct Thermal Stamping Line CompositionHeating furnaces (it is recommended to use roller heating furnaces), fast loading systems, hydraulic presses for thermal stamping, water-cooled molds, unloading systems, grinding systems, multi-axis laser cutters or stamping presses with molds, etc.
Optional components:
High speed hydraulic presses with servo control.
Standard Parameters of Direct Thermal Shock Stamping Production Line
Name
Unit of measurement
1,200
1,600
2,000
Nominal - 1200
Kilonewton kN
12,000
16,000
20,000
Opening height
Millimeter mm
2,300
2,300
2,400
Maximum stroke of the movable block
Millimeter mm
1,300
1,300
1,400
Minimum closing height
Millimeter mm
1,000
1,000
1,000
Size of the movable desktop
Millimeter mm
3,000
3,500
4,000
Size of the movable desktop
Millimeter mm
2,500
2,500
2,800
Horizontal distance between posts
Millimeter mm
3,700
4
4,200
Vertical distance between posts
Millimeter mm
2,700
2,700
3,000
Rapid descent speed of the movable block
Millimeter/second mm/s
≥1,000
≥1,000
≥1,000
Working speed of the movable block
Millimeter/second mm/s
30-300
30-300
30-300
Return speed of the movable block
Millimeter/second mm/s
800
800
800
Direction of extraction of the sliding table
/
Lateral displacement
Lateral displacement
Lateral displacement
Number of movable tables
Barbell
2
2
2
Speed of movement of the sliding table
Millimeter/second mm/s
120
120
120
Equipment of the auxiliary device system for stamps: pneumatic control circuit, spare connector for pneumatic system, cooling water circuit for stamps, etc.
Custom solutions for special needs: development and production according to customer specific technological requirements.